徐州联正钢结构工程有限公司
联系人:刘总
电话:18121786699
座机:0516-83295818
邮箱:41278410@qq.com.
地址: 江苏省徐州市西工业园
区
网址: www.xzlzwj.com
一、液压提升关键技术及设备
1、超大型构件液压同步提升施工技术;
2、液压提升器;
3、型液压泵源系统;
4、计算机同步控制及传感检测系统。
二、提升吊点总体布置原则
满足提升单元各吊点的理论提升反力的要求,尽量使每台液压设备受载均匀;
尽量保证每台液压泵源系统驱动的液压设备数量相等,提高液压泵源系统的利用率;
在总体控制时,要认真考虑液压同步提升系统的安全性和可靠性,降低工程风险。
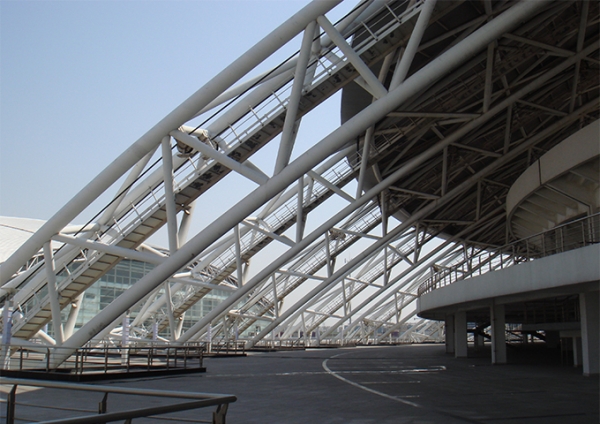
三、提升吊点设计原则及典型提升吊点示意
网架结构厂家提升吊点设置需遵循如下原则:
1、尽量使用原结构柱做为上部吊点承力结构;
2、结构柱不满足提升需求时考虑加强结构柱或增设临时性措施作为上部吊点承力结构;
3、所有临时性措施均需进行碰撞校核,避免在结构提升过程中与网架结构冲突;
4、结构柱及临时性措施均需根据计算反力及当地荷载情况进行竖向承力及侧向稳定性的验算;
5、提升吊点应对称、均匀布置;
6、不宜采用形式过于复杂的临时性措施。

典型提升吊点样式:
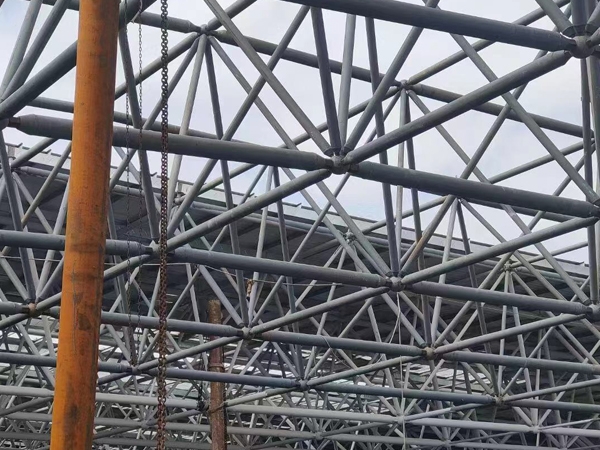
五、提升过程中的挠度及水平位移的监控
方法:全站仪+激光反射贴片直接观测。
网架在提升过程中,需对提升点及理论挠度变形较大点处进行动态监控,以掌握网架的整体变形情况。同时,对相应点位的水平位移及扭转进行测量,并于设计值进行比对。
钢网架网架加工厂提升过程中,架设全站仪于任意位置,直接照准下弦球底部的反射贴片中心得出某一时间段对应的三维坐标并做好记录,间隔一段时间再进行一次观测,比较屡次观测坐标值。将数值变化情况在第一时间报告给现场技术人员。
六、网架提升异常时的调整措施
采用上述两方法对网架进行提升时的监控,如测量数据超过允许范围,则需对网架进行必要的调整,使其满足结构稳定性及刚度的要求。
1、对提升吊点同步不一致的调整:
当监控到网架同步性不一致时(超过一定差值),停止网架的提升,同时对相应提升吊点进行微调。
2、对网架挠度变化较大的应对措施:
网架正式提升前需先对网架进行试提升,在网架提升至一定高度后静止并保持一段时间,观察网架各监测点的挠度值:如网架的其终挠度值未超过施工验算的极大挠度值,或者稍大于极大挠度但未超过网架图纸规定其大计算挠度,则可继续提升;如网架的挠度变形较大幅度超过验算的其大挠度,且有持续增加的趋势,则需立即将网架落至地面并有效支撑,待查明原因并解决后再提升。

3、网架水平位移的调整
如网架提升过程中网架发现有水平位移,则应通过将手拉葫芦固定在钢管混凝土柱上,然后通过葫芦倒链将网架轻轻牵引至设计坐标位置,确保网架提升精度。
七、网架提升过程中的保证措施
提升过程中采取“分级提升、监控变形”的方式。提升过程整体分为两级,前五米高度提升为第一级,五米至结构设计标高以下400mm为第二级。第一级:提升器每走完一个行程:500mm,现场对网架位移及变形情况进行检测,反复3次,确认无误后继续提升;第二级:提升器每走完3个行程:1500mm,现场对网架位移及变形情况进行检测,确认无误后继续提升;直至管桁架加工厂家网架距离安装标高200mm。